Алюминий дәнекерлеуде кеуектілік өте жиі кездеседі.
There are a certain amount of pores in the base material and in the welding wire, so it is necessary to avoid large pores during welding to ensure that the pores do not exceed the standard. Ылғалдылық 80℅-ден асқан кезде, дәнекерлеуді тоқтату керек. Стандарттан асатын тесіктердің ықтималдығы 80℅, ал қайтарылған бөліктерді шығару оңай.
Суретте көрсетілген ылғалдылық күйінде дәнекерлеу қайтару тапсырысын тудыруы мүмкін.
Xinfa дәнекерлеу жабдығы жоғары сапалы және төмен баға сипаттамаларына ие. Толық ақпаратты мына жерден қараңыз:Дәнекерлеу және кесу өндірушілері - Қытай дәнекерлеу және кесу зауыты және жеткізушілер (xinfatools.com)


▲Ылғалдылық▲
Кейде қара шаң дәнекерленген жерге жабысып қалады, не істеуім керек?

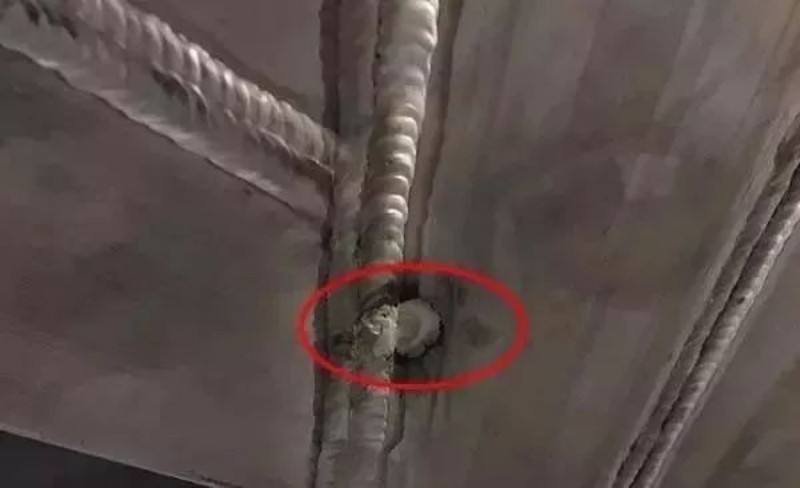

▲Қара және сұр▲
Шын мәнінде, вольфрам электроды ластанған немесе ол балқытылған бассейнге немесе дәнекерлеу сымына тиіп, алюминий оған жабысып қалады. Тек вольфрам электроды тазартылған кезде ғана біз жалғастыра аламыз.

▲Ластанған вольфрам электроды гүлді қырыққабат тәрізді▲
Осы уақытта біз дәнекерлеу машинасының тазалау енін түбіне дейін реттеуіміз керек, ток негізінен 200 шамасында және алюминий сынықтарында доғалық дәнекерлеу басталады. Бірнеше секундтан кейін вольфрам электроды кішкентай шарды құрайды. Алюминийді жақсы дәнекерлеуді қаласаңыз, кішкентай шар - бұл міндетті өнім.

▲ Тазалау енін ең төменгі параметрге реттеңіз▲


▲Сиқырлы кішкентай доп▲
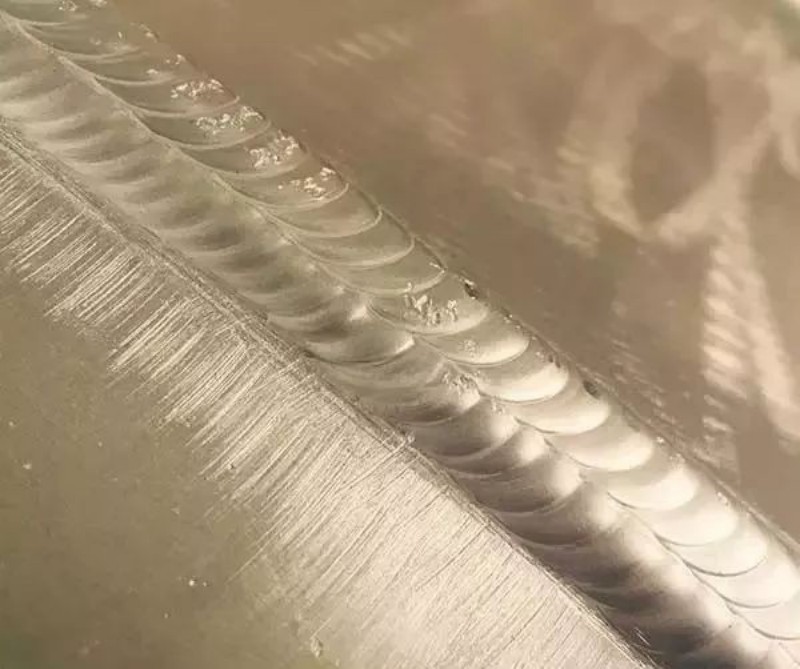
Алюминий дәнекерлеуді тот баспайтын болатпен салыстыра отырып, мен алюминий дәнекерлеуді ұнатамын. Бұл тот баспайтын болат сияқты қиын емес, оны айналдыру керек. Алюминийді дәнекерлеу оңай, ал дәнекерлеу тапаншасы негізінен тербелмейді. Бұл лайнері бар алюминий түтік - филе дәнекерлеуі, ал дәнекерлеу соншалықты қиын емес.
Токты қалыпты түрде реттегенде, ең жақсы ток балқыған бассейнді басқара алатын ток болып табылады. Әрбір дәнекерлеу машинасының өнімділігі әртүрлі, ток әртүрлі болады, доғаның икемділігі де әртүрлі болады.




Жіберу уақыты: 29 қыркүйек 2024 ж


